Electric Discharge Machining Procedure in Mold Tooling
Overview of Mold Tooling
Mold tooling is a fundamental aspect of the manufacturing industry, particularly in the production of plastic, metal, and composite parts. It involves the creation and design of molds that serve as precise templates for shaping and forming various materials. Mold tooling plays a critical role in achieving consistent and high-quality production on a large scale.
Definition and Purpose of Mold Tooling
Mold tooling refers to the process of designing and manufacturing molds that are used to shape materials into specific forms. These molds are typically made from durable materials such as steel or aluminum and are carefully crafted to ensure accurate replication of the desired shape and dimensions.
The purpose of mold tooling is to enable mass production of parts with consistent quality and dimensional accuracy. Molds act as the framework or template to shape raw materials, such as plastics or metals, into the desired form. They provide the necessary structure and geometry that allows for efficient and precise manufacturing processes.
Importance of Precision and Accuracy in Mold Tooling
Precision and accuracy are paramount in mold tooling due to several reasons. Firstly, molds are responsible for shaping the final product, and any deviations or errors in the mold design can result in defective parts. The dimensional accuracy of the mold directly translates to the precision of the final product.
Secondly, mold tooling is often used in industries where tight tolerances and strict specifications are required. For example, in the automotive and aerospace sectors, components must fit together seamlessly, and even minor deviations can cause issues during assembly or compromise the functionality of the end product. Precise mold tooling ensures the parts meet these stringent requirements.
Additionally, mold tooling impacts production efficiency. A well-designed mold reduces the need for manual adjustments, rework, and scrap. It allows for faster cycle times, minimizing production delays and maximizing output. The accuracy of the mold ensures consistent quality throughout the production process, reducing waste and improving overall productivity.

Makino Up32j – 2012 Wire Cutting Edm Machine
Understanding Electric Discharge Machining (EDM)
Electric Discharge Machining (EDM) is a specialized manufacturing process that utilizes electrical discharges to shape and machine conductive materials with exceptional precision. It has gained widespread popularity in various industries due to its ability to work with complex geometries and achieve tight tolerances that are challenging to achieve through conventional machining methods. As a proven commonly adopted procedure, EDM is widely used in custom manufacturing.
Explanation of the EDM Process
The EDM process involves the controlled erosion of material through a series of electrical discharges occurring between an electrode and the workpiece. The electrode, typically made of copper or graphite, is connected to a power supply, while the workpiece is clamped and submerged in a dielectric fluid.
When the power supply is activated, an electrical discharge is generated between the electrode and the workpiece. This discharge creates an intense heat, causing the material to melt and vaporize. The molten material is then flushed away by the dielectric fluid, and a new discharge occurs, repeating the process.
The repetitive series of discharges gradually erodes the material, allowing for the desired shape to be formed. The electrode and the workpiece do not physically contact each other, ensuring there is no mechanical force applied during the machining process. This characteristic of EDM minimizes the risk of tool wear and allows for the machining of delicate and intricate parts.
Two Main Types of EDM Techniques
Wire EDM
Wire EDM, also known as wire-cut EDM or WEDM, utilizes a thin, electrically conductive wire as the electrode. The wire is continuously fed from a spool, and it follows a programmed path to cut through the workpiece. Wire EDM is commonly used for intricate shapes and profiles, such as those found in tool and die making, as well as in the production of prototypes and small parts.
Sinker EDM
Sinker EDM, also known as conventional EDM or die-sinking EDM, uses a specially shaped electrode, often made of graphite or copper, to create cavities or features in the workpiece. The electrode is submerged in the dielectric fluid and moved close to the workpiece, creating a series of electrical discharges that remove material. Sinker EDM is widely used for producing molds, dies, and other complex shapes that require high precision.
Both wire EDM and sinker EDM offer distinct advantages depending on the specific application. Wire EDM excels in cutting intricate shapes with tight tolerances, while sinker EDM is ideal for producing complex cavities and features.

Sinker Edm For Custom Manufacturing
Advantages of EDM in Mold Tooling
Electric Discharge Machining (EDM) offers several distinct advantages in mold tooling, making it a preferred technique for achieving high-quality molds. From its exceptional precision to the ability to machine complex shapes and surfaces, EDM provides numerous benefits that contribute to the overall efficiency and quality of mold production.
High Level of Precision Achievable with EDM
EDM is renowned for its ability to achieve exceptional precision in mold tooling. The process operates at microscopic levels, allowing for fine details and tight tolerances to be easily replicated. The controlled erosion of material through electrical discharges ensures consistent accuracy, resulting in molds that faithfully reproduce the desired shape and dimensions.
Compared to conventional machining methods, such as milling or turning, EDM surpasses the limitations of mechanical forces and tool wear. It eliminates the physical contact between the electrode and the workpiece, minimizing the risk of dimensional deviations caused by tool deflection or wear. This characteristic of EDM ensures that the machined molds retain their precise dimensions throughout their lifespan.
Ability to Machine Complex Shapes and Features
One of the most significant advantages of EDM in mold tooling is its capability to machine complex shapes and features. As EDM relies on electrical discharges, it can effortlessly create intricate geometries, sharp corners, and thin walls that are challenging to achieve with traditional machining methods.
EDM excels in producing molds for parts with complex geometries, such as those found in automotive components, medical devices, or consumer electronics. The non-contact nature of EDM allows for the machining of delicate and fragile materials without the risk of distortion or damage. This versatility makes EDM an ideal choice for industries that demand intricate mold designs.
Improved Surface Finish and Quality
EDM also contributes to improved surface finish and quality in mold tooling. The process generates fine sparks that erode the material, resulting in a smooth and uniform surface. This eliminates the need for additional surface finishing operations, reducing production time and costs.
Additionally, EDM allows for the machining of hardened materials, including hardened steels and alloys, without compromising surface integrity. This capability is particularly beneficial in mold tooling, where molds need to withstand repeated use and maintain their dimensional stability over time. Accuracy in EDM ensures that the final molds have excellent surface quality and durability, resulting in high-quality finished parts.
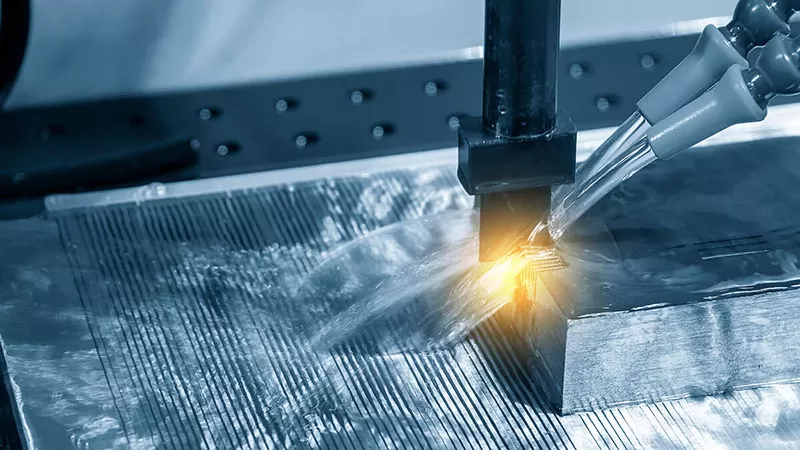
Wire Edm Processing
Electric Discharge Machining Procedure in Mold Tooling
Electric Discharge Machining (EDM) is a specialized process used in mold tooling to shape materials with exceptional precision. The EDM procedure in mold tooling involves several key steps, from preparing the mold for EDM to initiating the EDM process itself. Let’s explore the typical procedure in detail:
- Preparing the Mold for EDM:
Before EDM can be performed on a mold, proper preparation is necessary. This includes cleaning the mold to remove any contaminants, oils, or residues that may affect the machining process. The mold is inspected to ensure it is free from any damage or defects that could impact the EDM process or the final mold quality. - Setting up the EDM Machine:
The EDM machine is prepared by mounting the mold and electrode holders securely. The electrode, whether it is a wire for wire EDM or a specially shaped electrode for sinker EDM, is positioned accurately according to the desired machining path. The dielectric fluid is also set up to provide a constant flow and maintain a stable machining environment. - Selection of Appropriate EDM Parameters:
The selection of EDM parameters is crucial for achieving the desired results. Factors such as material type, desired surface finish, and dimensional accuracy influence the choice of EDM parameters. Parameters include the spark gap, pulse duration, current, and electrode feed rate. Experienced operators and EDM programmers analyze the requirements of the mold and make informed decisions for optimal parameter settings. - Initiating the EDM Process:
Once the EDM machine is set up and the parameters are selected, the EDM process is initiated. The power supply is activated, and the electrical discharges begin to occur between the electrode and the workpiece. Each discharge erodes a small amount of material, gradually shaping the mold according to the programmed path.
During the EDM process, the dielectric fluid continuously flows, cooling the workpiece and flushing away the eroded particles. The dielectric fluid also acts as an insulator, preventing arcing and ensuring a stable machining process.
- Monitoring and Quality Control:
Throughout the EDM process, operators monitor the machining progress and ensure the accuracy and quality of the mold. This may involve periodic measurements and inspections to verify dimensional accuracy and surface finish. Adjustments to the EDM parameters may be made if necessary to achieve the desired results. - Finishing Operations:
After the EDM process is complete, the mold may undergo additional finishing operations, such as polishing or heat treatment, to enhance the surface finish or improve the material properties. These finishing steps help achieve the final required specifications for the mold.
Factors Affecting EDM Performance in Mold Tooling
In mold tooling, Electric Discharge Machining (EDM) performance is influenced by several factors that impact the machining process and the quality of the final mold. Understanding these factors is crucial for optimizing EDM performance and achieving desired results. Here are some key factors that affect EDM performance in mold tooling:
- Material Considerations:
The material being machined is a critical factor in EDM performance. Different materials have varying electrical conductivity, melting points, and hardness levels, which directly affect the machining process. Conductive materials, such as steels and alloys, are typically suitable for EDM. Hardened materials, like tool steels, require higher power levels and longer machining times. Non-conductive materials, such as ceramics or plastics, are not suitable for traditional EDM and may require alternative machining methods. - Electrode Selection and Design:
The selection and design of the electrode significantly impact the EDM performance. The electrode material should be chosen based on the workpiece material and the desired surface finish. Copper and graphite are commonly used electrode materials. Copper electrodes are preferred for faster machining speeds, while graphite electrodes provide better surface finish. The electrode design, including shape, size, and surface finish, should match the desired mold features and geometry to ensure accurate reproduction. - Dielectric Fluid Selection and Maintenance:
Dielectric fluid plays a vital role in EDM performance. It acts as a coolant, flushing away eroded particles, and prevents arcing between the electrode and the workpiece. The dielectric fluid also provides electrical insulation and helps maintain a stable machining environment. The selection of the dielectric fluid depends on factors such as material compatibility, machining requirements, and safety considerations. Common dielectric fluids include hydrocarbon-based oils and synthetic fluids. Regular maintenance of the dielectric fluid, including filtration and monitoring of its dielectric strength and cleanliness, is necessary to ensure optimal EDM performance. - EDM Parameters and Process Control:
EDM parameters, including spark gap, pulse duration, current, and electrode feed rate, greatly influence the EDM performance. These parameters are selected based on the material being machined, desired surface finish, and dimensional accuracy. Precise control and optimization of these parameters are essential for achieving the desired results. EDM process control, such as maintaining stable power supply, electrode alignment, and coolant flow, also contribute to overall performance. - Machine Rigidity and Precision:
The rigidity and precision of the EDM machine itself play a significant role in achieving optimal performance. A rigid machine structure helps minimize vibrations and deflections during the machining process, ensuring accurate and consistent results. The machine’s positioning and control systems should be capable of maintaining precise electrode movement and positioning accuracy.
By considering these factors and optimizing their influence on the EDM process, mold tooling professionals can achieve improved EDM performance, resulting in high-quality molds with precise dimensions, complex geometries, and excellent surface finish.
Maintenance and Safety in EDM for Mold Tooling
Maintenance and safety are critical aspects of operating Electric Discharge Machining (EDM) equipment in mold tooling. Proper maintenance ensures the longevity and optimal performance of the EDM machine, while adherence to safety precautions minimizes the risk of accidents and injuries. Here are some key considerations for maintenance and safety in EDM for mold tooling:
Regular Maintenance of EDM Equipment:
- Routine Cleaning: Regularly clean the EDM machine, removing debris, swarf, and residue that can affect its performance. Pay special attention to the worktable, electrode holders, and dielectric fluid system.
- Dielectric Fluid Maintenance: Monitor and maintain the dielectric fluid, including filtering and replacing it at recommended intervals. Contaminated or degraded dielectric fluid can negatively impact machining accuracy and efficiency.
- Electrode Maintenance: Inspect and maintain the electrodes to ensure they are in good condition. Replace worn or damaged electrodes promptly to avoid compromising the EDM process and mold quality.
- Machine Calibration: Periodically calibrate the machine to verify its accuracy and precision. This includes checking and adjusting the positioning systems, ensuring they maintain the desired tolerances.
Safety Precautions for Operating EDM Machines:
- Personal Protective Equipment (PPE): Wear appropriate PPE, including safety glasses, gloves, and protective clothing, to protect against sparks, debris, and potential chemical exposure.
- Electrical Safety: Ensure the EDM machine is properly grounded and that all electrical connections are secure. Follow proper lockout/tagout procedures when performing maintenance or repairs.
- Fire Safety: Have appropriate fire suppression equipment nearby, such as fire extinguishers, and follow fire safety protocols. EDM generates heat and sparks, so it’s important to be prepared for potential fire hazards.
- Ventilation: Maintain good ventilation in the work area to prevent the buildup of fumes or vapors from dielectric fluids. Ensure the ventilation system is in proper working order.
- Machine Operation: Follow the manufacturer’s guidelines for safe machine operation. Be familiar with emergency stop procedures and know how to safely interrupt the machining process if necessary.
- Training and Supervision: Ensure operators are properly trained in the safe operation of the EDM machine. Provide ongoing training and supervision to promote safe practices and address any concerns or questions.
By implementing regular maintenance routines and following safety precautions, operators can minimize the risk of accidents, maintain the performance of the EDM machine, and create a safe work environment for mold tooling operations.